Pływająca przerwa
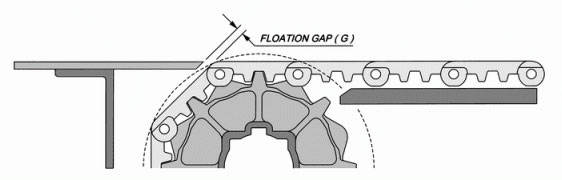
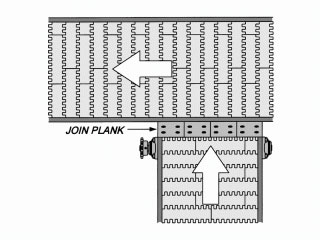
Przy dostosowaniu przenośnika taśmowego do ruchu obrotowego.łukowy odcinek przenośnika połączy się z przenośnikiem prostym i oba końce łukowego odcinka należy poprowadzić do prostej, wtedy przenośnik będzie działał sprawnie.
Promień wewnętrzny wymaga co najmniej 2,2-krotności szerokości taśmy przenośnika.
STL1 ≧ 1,5 XW lub STL1 ≧ 1000 mm
Pojedynczy obrót nie ogranicza się do 90°;musi przestrzegać ograniczeń promienia skrętu i wykonać projekt od 15°, 30°, 45°, 60°, 75°, 90°,... do 360°.
Tabela odniesienia wymiarów ruchomej szczeliny (G)
| jednostka: mm | ||||
| Seria | Grubość paska | Średnica koła zębatego (PD) | Liczba zębów | Pływająca przerwa ( G ) |
| 100 | 16 | 133 | 8 | 5.6 |
| 164 | 10 | 4,5 | ||
| 196 | 12 | 4,0 | ||
| 260 | 16 | 3.0 | ||
| 200 | 10 | 64 | 8 | 2.6 |
| 98 | 12 | 1.7 | ||
| 163 | 20 | 1 | ||
| 300 | 15 | 120 | 8 | 4.3 |
| 185 | 12 | 3.3 | ||
| 400 | 7 | 26 | 8 | 1 |
| 38,5 | 12 | 0,3 | ||
| 76,5 | 24 | 0 | ||
| 500 | 13 | 93 | 12 | 1.3 |
| 190 | 24 | 0,5 | ||
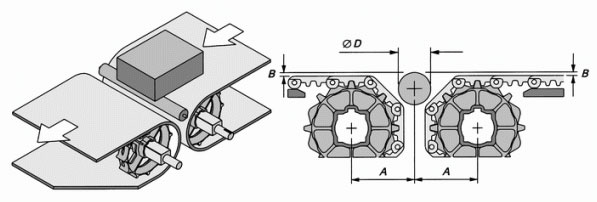
Martwy talerz
Jako materiał do produkcji płyty martwej zalecamy stosowanie stali węglowej, stali nierdzewnej lub stali stopowej o wysokiej twardości o grubości powyżej 5 mm.Ważne jest, aby wziąć pod uwagę każdą szczelinę w pozycji przenoszenia, aby produkty ładowane mogły płynnie przechodzić przez pozycję przenoszenia.
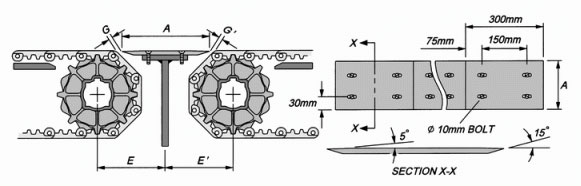
Aby uzyskać wartość C, należy zapoznać się z rozdziałem „Wymiar podstawowy” w specyfikacji projektu, a w celu uzyskania wartości G – zapoznać się z luką swobodną w tym rozdziale, a następnie skorzystać z poniższego wzoru, wynikiem obliczeń będzie rzeczywisty wymiar luki pływającej.
FORMUŁA:
E = CX 1,05
ZA = ( 2 XE ) ( G + G' )
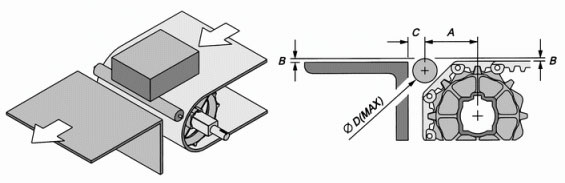
Specyfikacja projektowa przeniesienia bocznego
Ogólnie rzecz biorąc, aplikacja przenoszenia pod kątem 90 stopni jest powszechnie stosowana w procedurze transportu integralnego.Zalecamy zastosowanie pasa obrotowego HOMGSBELT;może sprawić, że będziesz mógł elastycznie korzystać z przestrzeni.
Jeżeli przestrzeń fabryczna nie jest wystarczająco duża, aby pomieścić minimalny promień skrętu taśmy obrotowej HOMGSBELT, konieczne jest zastosowanie konstrukcji przeniesienia bocznego w ramie, aby rozwiązać ten problem.
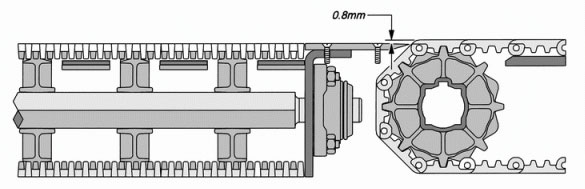
Rolki pomocnicze
Do projektowania pozycji przenoszenia pomiędzy dwoma przenośnikami, jeśli dno ładowanych produktów jest płaskie, a jego długość przekracza 150 mm, z wyjątkiem płyty martwej, można również zastosować pomocniczą rolkę przenoszącą, aby pomóc taśmie przenośnika uzyskać płynny i lepszy transfer ruch podczas pracy.
Specyfikacja konstrukcyjna pomocniczych rolek przenoszących w położeniu napędowym/napinającym
| jednostka: mm | ||||||
| Seria | Grubość (pas) | Średnica koła zębatego | Liczba zębów | Jestem w.) | B (min.) | D (maks.) |
| 100 | 16 | 133 | 8 | 85 | 0~1 | 34 |
| 164 | 10 | 100 | 40 | |||
| 196 | 12 | 116 | 50 | |||
| 260 | 16 | 150 | 66 | |||
| 200 | 10 | 64 | 8 | 47 | 20 | |
| 98 | 12 | 63 | 25 | |||
| 163 | 20 | 95 | 40 | |||
| 300 | 15 | 120 | 8 | 88 | 40 | |
| 185 | 12 | 106 | 44 | |||
| 400 | 7 | 26 | 8 | 20 | 10 | |
| 38,5 | 12 | 28 | 15 | |||
| 76,5 | 24 | 53 | 25 | |||
| 500 | 13 | 93 | 12 | 64 | 25 | |
| 190 | 24 | 118 | 40 | |||
Specyfikacja projektu pomocniczych rolek przenoszących w transporcie platformy
| Jednostka: mm | |||||||
| Seria | Grubość (pas) | Średnica koła zębatego | Liczba zębów | Jestem w.) | B (min.) | C (min.) | D (maks.) |
| 100 | 16 | 133 | 8 | 74 | 0~1 | 23 | 20 |
| 164 | 10 | 92 | 28 | 25 | |||
| 196 | 12 | 106 | 33 | 30 | |||
| 260 | 16 | 138 | 41 | 38 | |||
| 200 | 10 | 64 | 8 | 42 | 18 | 15 | |
| 98 | 12 | 60 | 21 | 18 | |||
| 163 | 20 | 93 | 28 | 25 | |||
| 300 | 15 | 120 | 8 | 76 | 28 | 25 | |
| 185 | 12 | 108 | 30 | 27 | |||
| 400 | 7 | 26 | 8 | 17 | 9 | 6 | |
| 38,5 | 12 | 24 | 12 | 9 | |||
| 76,5 | 24 | 45 | 18 | 15 | |||
| 500 | 13 | 93 | 12 | 56 | 18 | 15 | |
| 190 | 24 | 108 | 28 | 25 | |||
Urządzenie prowadzące
Jeżeli do pozycji przenoszenia systemu przenośnikowego stosowane są płyty martwe lub pomocnicze rolki przenoszące, przy liniowej różnicy prędkości lub sile odśrodkowej, produkty zostaną wyrzucone lub odchylą się od położenia środkowego taśmy.Na razie konieczne jest zamontowanie urządzenia prowadzącego, które umożliwi płynne przejście produktów przez pozycję obrotu i w efektywnym obszarze transportu.
Specyfikacja konstrukcyjna rolki prowadzącej
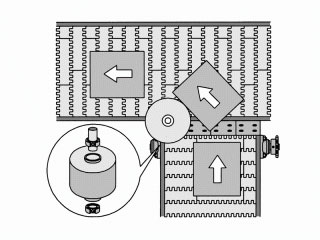
Rolki prowadzące są zwykle wykonane z materiału metalowego.Jego promień prowadzenia wynosi około 1/4 efektywnej szerokości pasa.Jeśli wymagane jest, aby produkty ładujące zwiększały tarcie, należy zastosować materiał gumowy lub PCV do owinięcia powierzchni rolek prowadzących.Szczególnie nadaje się do dużych lub ciężkich ładunków transportowanych produktów.Użycie łożysk kulkowych w rolce prowadzącej może sprawić, że rolka będzie się obracać bardziej płynnie.
Specyfikacja projektowa szyny prowadzącej
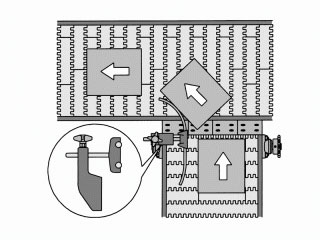
Większość urządzeń prowadzących jest zwykle wykonana z tworzywa sztucznego o niższym tarciu, takiego jak UHMW, HDPE i tak dalej.Można go zaprojektować w wielu kształtach i wyglądach w zależności od wymagań instalacyjnych.Szyny prowadzące są odpowiednie do średnich lub miniaturowych załadunków w zastosowaniach transportowych.Prowadnice są również wykonane z tworzywa sztucznego o niższym tarciu.Producenci mogą zaoferować wiele szyn prowadzących o najróżniejszych kształtach, dostosowanych do wymagań klientów.
Kiedy system przenośników przenosi płytę martwą lub łożysko pomocnicze z jednego przenośnika na drugi pod kątem 90 stopni, połączenie rolek prowadzących z szynami prowadzącymi sprawi, że procedura transportu będzie płynniejsza i łatwiejsza.
Należy zwrócić uwagę, czy produkty nie uderzą w zewnętrzną szynę prowadzącą z powodu siły odśrodkowej, gdy taśma dobiegnie do punktu zwrotnego, lub czy nie przekroczą efektywnego zakresu przenoszenia taśmy, co spowoduje spiętrzenie się produktów i zakleszczenie linii produkcyjnej.Ogólnie rzecz biorąc, efektywna szerokość pasa musi być większa niż maksymalna szerokość załadunku produktów.